许多药物的成分对热很敏感,受热的影响很快失去药效。例如,乳剂就是这种情况,在分离成组分的同时,即使在高温下也经常改变其稠度。此外,乳剂中含有的脂肪会变质,使药物无法使用。
许多药物需要冷藏,以免迅速分解。在德国,有2000多种冷藏或冷链产品,如特殊疫苗、哮喘喷雾剂、胰岛素等,它们只能在短时间内温度超过8℃。除了医生使用的化学物质外,还有许多化妆品,如乳液,对热敏感,因此需要特殊保护。
用合适的包装可以减少药物对热影响的反应。然而,为了找到合适的包装,就必须了解所用原料的特性。

由于它们的高灵敏度,LINSEIS的仪器可以用极少量的样品检测到最小的热反应。这使得它们非常适合在这个敏感区域使用。
前言
现如今热分析法在食品生产及食品检测中应用越来越广泛,差示扫描量热法是通过分析温度变化对巧克力的影响来了解巧克力特性的一种简单而巧妙的方法。其对研究不同混合物的熔融行为、熔融温度和脂肪含量非常有效,因此对生产美味的巧克力产品至关重要。
实验过程
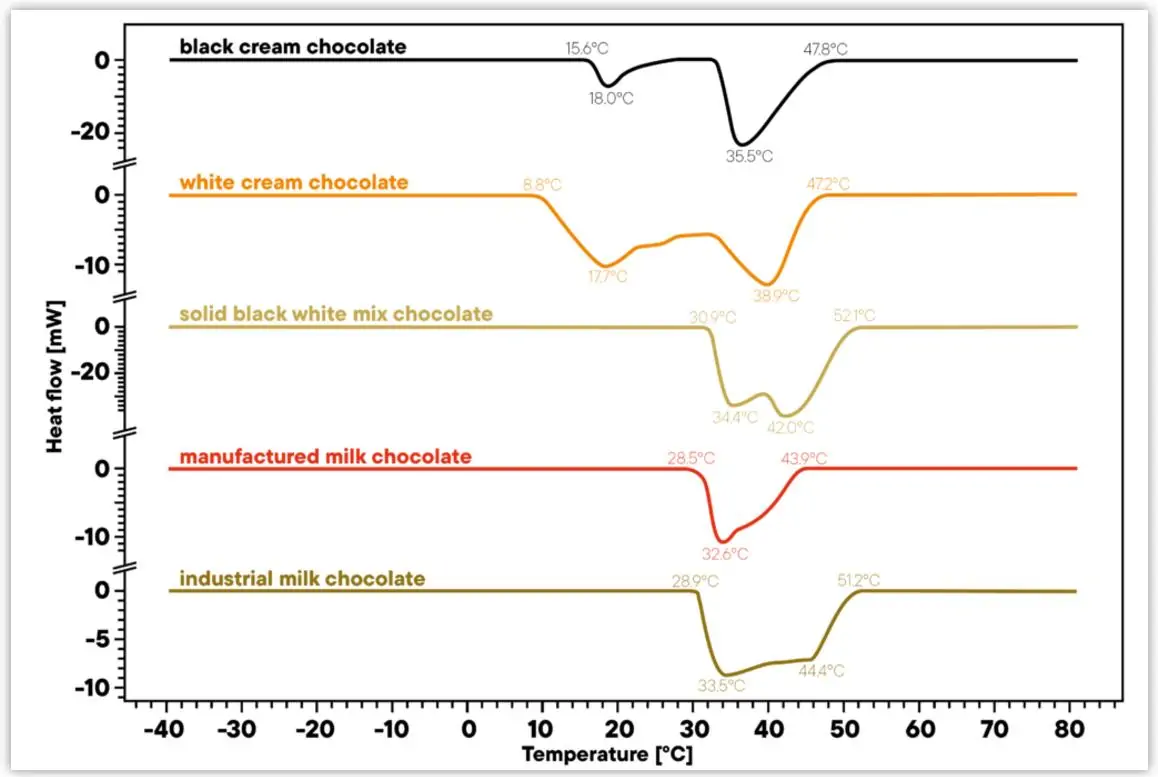
在本实验中,采用 Chip-DSC 10按照相同的实验条件对以下五种不同的巧克力进行了测量。
样品名称:黑奶油巧克力、白奶油巧克力、黑白混合巧克力、手工牛奶巧克力、工业牛奶巧克力
实验条件:
样品质量:20mg
温度范围:-40~80℃
升温速率:20℃/min
样品坩埚:铝坩埚
气氛:空气
结果分析
如下图是五种不同巧克力的DSC曲线,结果表明,几乎所有测试的巧克力都呈现出双峰,这是由于低熔点的牛奶脂肪和稍高熔点的植物脂肪融化引起的。手工牛奶巧克力(紫色DSC曲线)在28.5℃时,开始出现一个较窄的熔融峰,这表明它的融化范围很窄,而且几乎所有脂肪都形成良好的乳状液。
然而,工业牛奶巧克力(蓝色DSC曲线)在几乎相同的起始温度下出现了一个更宽的熔融峰。这类似于一种双组分巧克力,如黑白混合巧克力的红色DSC曲线。相比之下,两种奶油巧克力(黑色和绿色DSC曲线)的熔点较低,并且低熔点乳脂之间也有明显的差别,分别在15.6℃和8.8℃开始融化,奶油和外壳部分约在35℃时融化。此案例显示,手工巧克力相比其它四种巧克力具有更均匀的融熔行为,品质相对更好。
前言
DSC是在程序升温的条件下,测量试样与参比物之间的能量差随温度变化
的一种分析方法。如果样品温度因热效应而发生变化,则会产生相应的吸热或放热峰。
实验
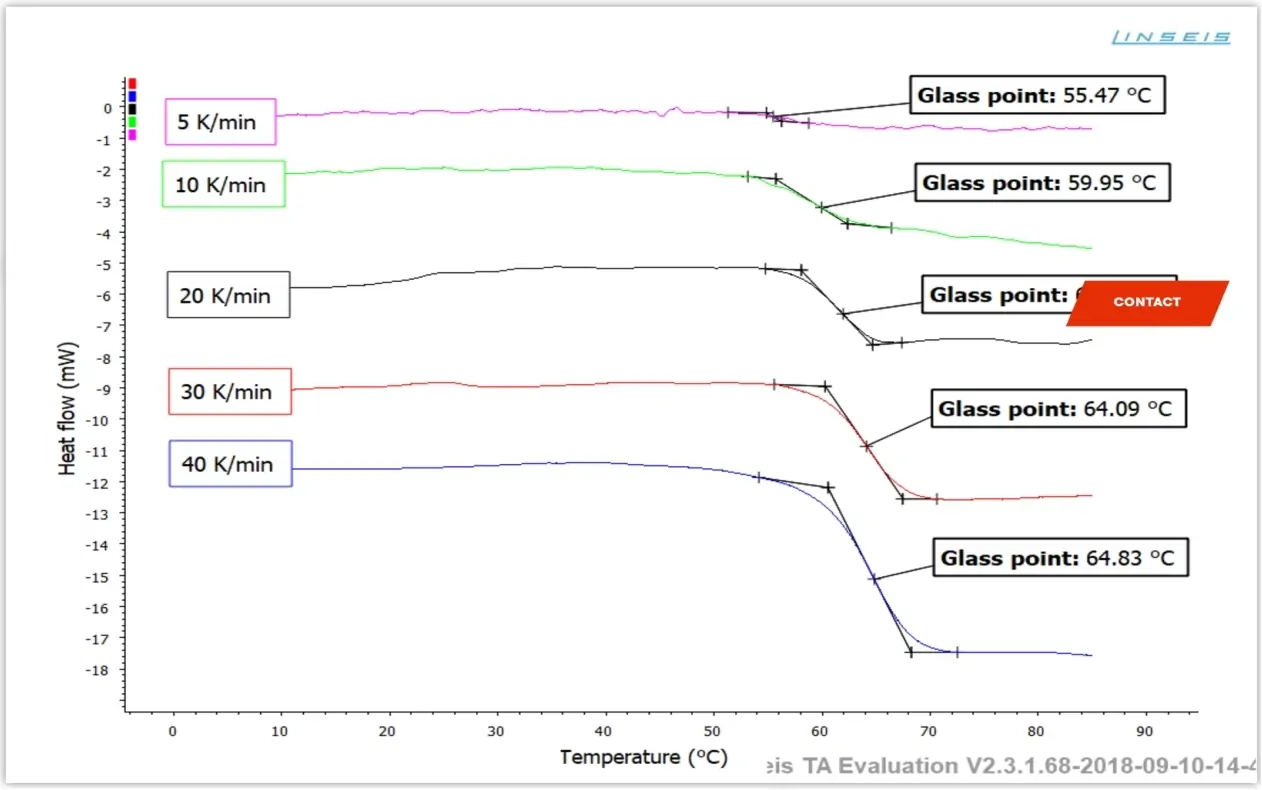
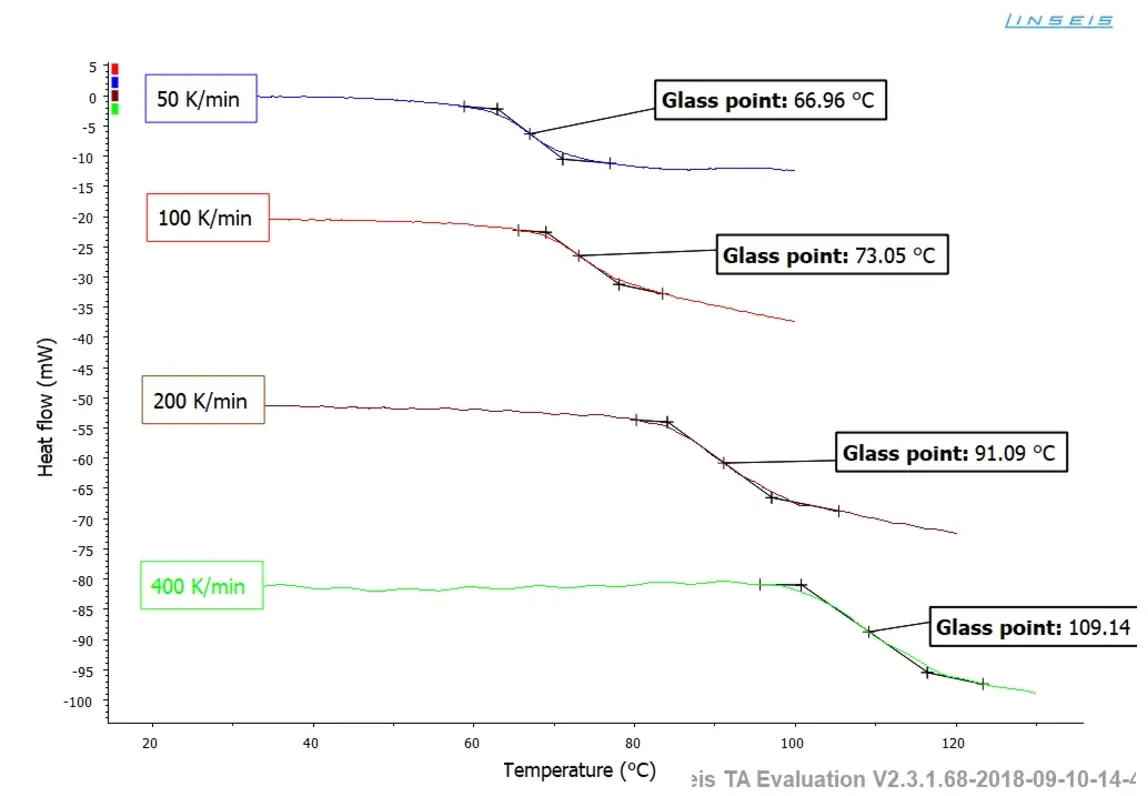
脱脂奶粉中含有大约50%的乳糖,36%的蛋白质和4%的水分。由于在生产过程,所形成的乳糖结晶是无定形的玻璃态乳糖,并在室温以上表现出玻璃化转变。在本实验中,使用DSC在0 ~ 130℃的范围内对脱脂奶粉进行了测量分析,在不同的升温速率下研究其玻璃化转变温度。结果表明,随着升温速率的升高,脱脂奶粉的玻璃化转变温度也随之增大。
前言
DSC可以在产品质量控制、研究、开发以及产品表征方面成为药物分析的有利工具。除了药物的组成以外,其确切的晶体结构和相态也很重要。湿度和成分的微小变化都会影响药物的结构,使其成为具有不同作用方式的产品。
实验
山梨糖醇是一种六碳糖醇,它具有低热量、不被人体吸收的特性,因此常被用作糖果、减肥产品中的糖替代品和药物的载体,在本实验中使用配备淬火冷却器的Chip-DSC 10对山梨糖醇进行了研究。
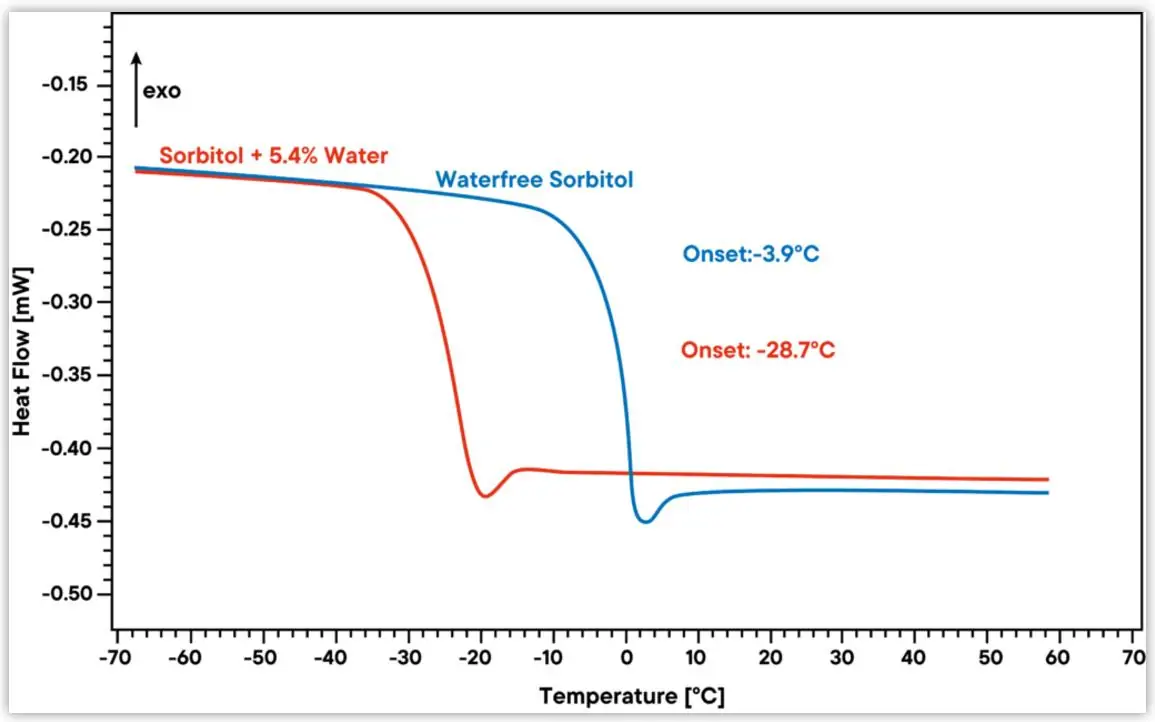
测量的目的是分析湿度等级对产品结构的影响。在-70℃至50℃的范围内测量两种山梨糖醇样品,其中一种样品含水量为5.4%,另一种样品无含水量。如下图所示,无水山梨糖醇的玻璃化转变温度为-3.9℃(蓝色曲线),当山梨糖醇含水量为5.4%时,其玻璃化转变温度降低到-28.7℃(红色曲线)。由此可见,含水量可能会影响山梨糖醇的晶体结构,并可能对储存条件很重要。
前言
在运输过程中,干乳制品会受到高温波动的影响。然而,在运输过程中保证产品质量不发生变化是非常重要的。集装箱内温度波动对产品质量的影响可以通过产品密封包装和产品适宜的热性能来降低。
奶粉的热性能受粉末的组成、密度、孔隙率、脂肪和水分含量的影响。一个好的产品需要高的比热容和低的热导率。
实验
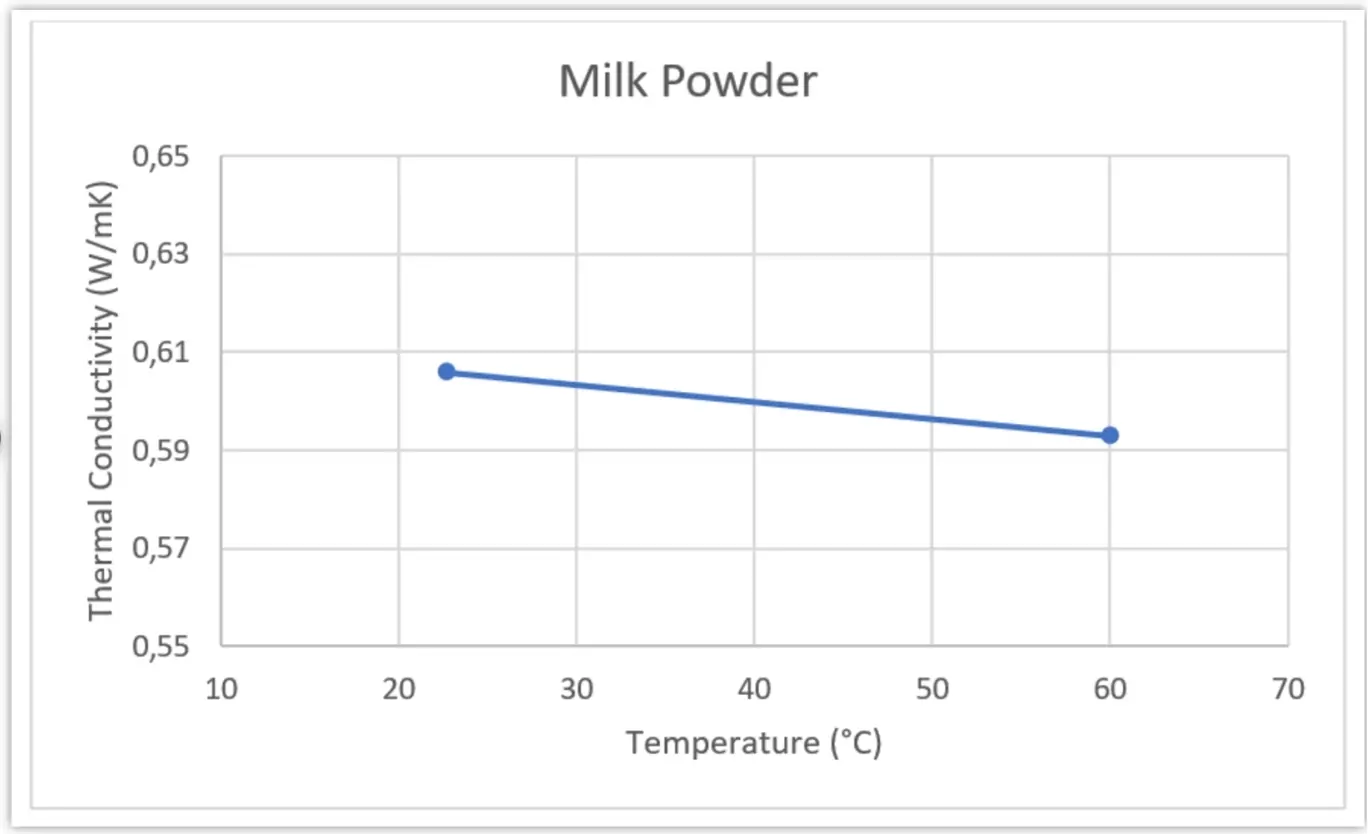
使用THB-100(新型号THB Basic,Advance, Ultimate)分别测量了奶粉在室温和60℃下的热导率。为此,将奶粉溶解在蒸馏水中,并将传感器(金属框架传感器)悬挂在液体中。首先测量样品溶液在室温下的热导率,然后将样品溶液放置在炉中加热至60℃。如下图所示,在测量温度范围内,样品的热导率从0.61 W/mK略微下降到了0.59 W/mK。而室温下水的热导率为0.60 W/mK,由此可见,奶粉的热导率较低。
实验
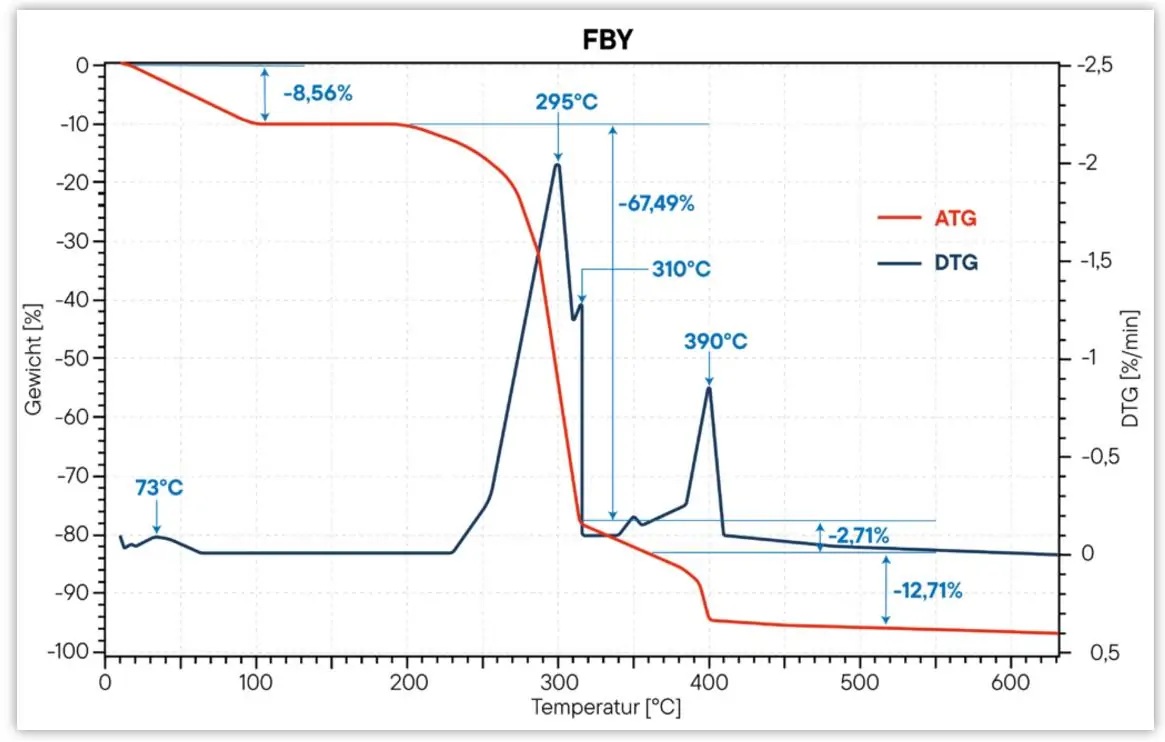
使用LINSEIS STA PT 1000在室温至650℃的条件下对雅温德香蕉纤维(FBY)和彭贾香蕉纤维(FBP)的热性能进行了研究。
如下图所示,在测量温度范围内,与FBP相比,FBY表现出更低的质量损失,可能是由于其纤维素含量较低所致。FBY的第三阶段质量损失是由于纤维素和木质素的进一步降解,降解温度范围在363℃到485℃之间,约在390℃达到峰值。在600℃时残渣的质量分数为8.53%。FBY和FBP的主要降解温度分别为295℃和283℃。
内容来源:Anatole Chengoue Mbouyap et al. (2023): Impact of Cultivation Area on the Physical, Chemical, and Mechanical Properties of Banana Pseudo-Stems Fibers in Cameroon, JOURNAL OF NATURAL FIBERS, VOL. 20, NO. 2, p. 9 – 11.